Fabrikk delvis produksjonsscenario

Fabrikk delvis produksjonsscenario
Innføring av utstyr:
Tekniske egenskaper og innovasjon: SKHZ-B nc H-bjelkemonteringsmaskin
1. Produksjonsmetoden for sveising av H-bjelke er å plassere h-bjelke i henhold til "Arbeids" -formen og sveise to hjørneforbindelser på begge sider samtidig, noe som i stor grad øker sveiseeffektiviteten. På grunn av symmetrisk sveising, er nettet er i utgangspunktet ikke deformert etter sveising.
2. Ortotisk mekanisme H-formet stålflensjusteringsmaskin kan direkte korrigere vinkeldeformasjonen av varm H-formet stålvingeplate etter sveising ved hjelp av en eksentrisk pressevalse, som reduserer rettningskraften og forbedrer rette presisjonen.
3. Fra perspektivet til sveisespesifikasjoner er spesifikasjonene for sveising av H-bjelker de største i Kina, og indikatorene for produksjonslinjen for H-bjelkesveising til det mest avanserte selskap for produksjon av sveiserutstyr (ESAB Company) i utlandet er samme.
4. På veien for montering og oppføring er integrering av montering og oppføring vedtatt, noe som reduserer arbeidsprosedyren og forbedrer produksjonseffektiviteten.
5. I sentreringsmodus av bane og flensplate er to sett med sentreringsmodus foran og bak vedtatt for å forbedre posisjonsnøyaktigheten.
6. Trådmateren er mykt forbundet med sveisepistolen, og sveisevinkelen på sveisepistolen kan justeres.
7. Stor filettsveising, med dobbel kraft (DC + AC) dobbel ledning, dobbel bue, dobbel basseng sveiseprosess. Disse funksjonene i denne produksjonslinjen er den første i sitt slag i Kina.
8. Importert PLC-kontroll, pålitelig, enkel å programmere.
9. I samme stasjon, kontinuerlig ferdigstillelse av h-bjelke i produksjonsprosessen for montering, sveising, ortopedi, løfting, utlading og andre prosedyrer.
Khj-c horisontal flensekorrigerer
Produktoversikt
Skhj-c horisontal flenskalibrator brukes til flenskalibrering av H-bjelke stål. Etter at H-bjelken er ferdig med sveiseprosedyren, vil vingeplaten på h-bjelken bli deformert under sveiseapplikasjonen, og må korrigeres før den kan brukes.Dette utstyret brukes hovedsakelig til vingeplatekorreksjon av h-bjelke og T-bjelke etter sveising.
Annet utstyr er som følger:
Kontrollskjæremaskin / skjæremaskin med flere hoder, CGL-4000 / SEKSJON stålskjæremaskin, KT-462 / halvautomatisk skjæremaskin, CG2-150B / kopimaskin, KG-30 / CNC tredimensjonal boremaskin / radial boremaskin, 7-3040 * 16 / magnetisk skjæremaskin, SAG- / dreiebenk, CA6140 / boring og fresemaskin, ZX-32 / koordinatboremaskin, T4240 / krysslinjeskjæremaskin, BH6070 / vertikal trykk, Ya32-31 / horisontal presse, DC-315 / plate klippemaskin Jz016-250 / sluttfresemaskin TXSOB / GD-20 / Magnetisk elektrisk bor RD-32A / DC sveiser AX5-50 / AC sveiser BXI-500 / C02 sveiser YM-500KR / Senket lysbue sveisemaskin NZA-1000 / elektrodetørkeboks HY704-4
- 50 / flux tørkeovn HI / 4 l - 20 elektriske luftkompressorer / dieselgeneratorer, 200 kw / sandblåsemaskin PBS - 100 r / malingssprøytemaskin GPQ9C / gaffeltruck b / trigger CDWllHNC CPQ - 1-50 * 2500 / sveiserulle ramme HGZ - 5 a / flensjusteringsmaskin YTJ 50 / ultralydfeildetektor ECHOPE220 / digital temperaturmåler RKCDP - 500 / malingfilmtykkelsesmåler 345 fb '- MK Ⅱ / digital klemme-amperemeter 2003 / temperatur- og fuktighetsmåler WHM5 / sveisekontroll linjalSK / magnetisk partikkelfeildetektor DA-400S / vernier tykkelse.
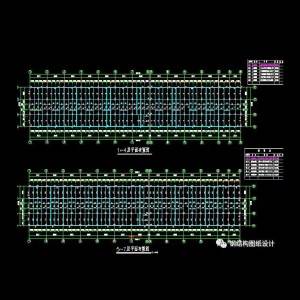
CNC kutting av råvarer → montering av materialer → sveising → korreksjon → overflatebehandling → maling

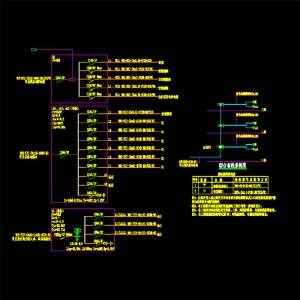
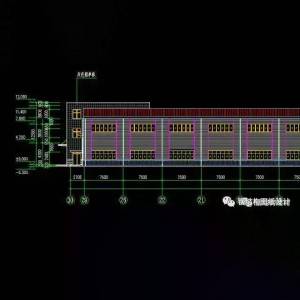
Produksjonsscenario 1

Produksjonsscenario 3

Produksjonsscenario 2